OVERALL EQUIPMENT EFFECTIVENESS
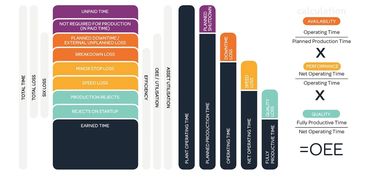
Overall Equipment Effectiveness (OEE) identifies the percentage of planned production time that is truly productive. An OEE score of 100% represents perfect production: manufacturing only good parts, as fast as possible, with no down time.
Traditionally, OEE lives in offices and meetings. What do we mean by that? Operators capture data using log sheets that record down time, changeover time, and production counts. After the shift ends an admin or supervisor collates the data and generates an OEE report, which is reviewed at the next daily production meeting. Bottom line – the information is too late to drive meaningful proactive improvement on the plant floor. Furthermore, manual data capture frequently suffers from serious accuracy issues (such as underreporting of down time). OEE displays solve both of these problems.
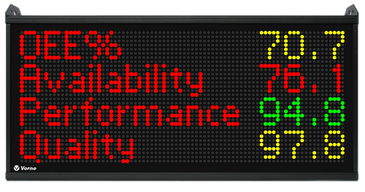
OEE displays automate data capture, calculate OEE in real-time, and identify underlying losses so the team knows how well they are doing during the shift (we call it “winning the shift”). The underlying losses of OEE are expressed in terms of Availability, Performance, and Quality. Going back to the idea of perfect production: “manufacturing only good parts” is perfect Quality, “as fast as possible” is perfect Performance, and “with no down time” is perfect Availability.
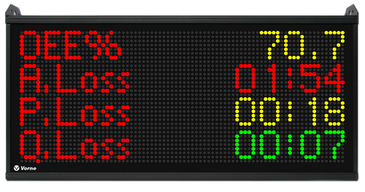
Many businesses find that pure OEE as shown above can be a bit abstract for practical use by teams on the factory floor (what does a Performance score of 94.8% really mean?). An interesting alternative for an OEE display is to show Availability, Performance, and Quality in terms of loss (usually lost time within the shift, job, or part run). In other words, show Availability Loss, Performance Loss, and Quality Loss.

A popular alternative to OEE displays focuses on metrics that enable employees to “win the shift”. A TAED display shows:
- Target (real-time count of good parts that should have been manufactured)
- Actual (real-time count of good parts that actually were manufactured)
- Efficiency (ratio of actual good parts to target good parts)
- Down Time (a component of OEE Availability; for most companies the largest loss)
TAED is a tool for instantly conveying to plant floor employees how well they are doing – whether they are “winning the shift”.
Right-Size Your OEE
Your OEE score shows you how close you are to perfect production. 100% OEE means you are manufacturing only good parts, as fast as possible, with no down time. But on its own, your OEE score tells you nothing about what you need to improve and where you should focus. The true value of OEE comes from understanding and acting on the underlying losses: Availability Loss, Performance Loss and Quality Loss. These losses tie directly to the Six Big Losses, which provide an excellent framework for understanding and improving productivity. Focus on addressing these losses and your OEE will improve naturally.
But there is another important step in the chain – establishing the right focus at the right levels.
Operators focus on what they can improve in the next few hours. Get the line to speed. Quickly react to down events. Meet the changeover target.
Supervisors focus on driving improvement across days or weeks. Analyze a problematic part. Set shift targets. Use data to be proactive – not reactive.
Leadership focuses on change that spans months or longer. Launch a project. Set goals. Compare investment to results.
Make sure to include all levels of your company right from the start.
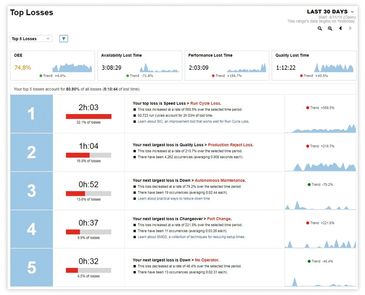
Top Losses
One of the fastest ways to improve manufacturing productivity is to relentlessly focus on Top Losses. In other words, focus your attention on the smallest set of improvement actions that will yield big results.
Top Losses is particularly effective for stabilizing problematic areas of production. It leverages the principles of Agile: short cycles of work, coupled with frequent delivery of results, driving continuous improvement.
Top Losses is a cyclical process with three phases in each cycle:
Track (capture accurate Top Loss information)
Pick (select actions based on the Top Losses)
Fix (implement improvement actions)
Track
Every manufacturing company tracks what they've made (e.g., pieces, cases, or pallets), but few accurately track what they've lost – productive time. To improve manufacturing productivity, the goal of the ‘Track’ phase is to accurately capture all of the losses to perfect production (perfect production is manufacturing only good parts, as fast as possible, with no down time).
OEE and the Six Big Losses are excellent starting points for tracking loss, and are natural companions to a Top Loss initiative. The key addition for Top Losses is that it is absolutely critical to capture loss reasons (particularly for down time).
Pick
The ‘Pick’ phase is a meeting where the team reviews Top Losses, selects the next loss to be addressed, and agrees on specific improvement actions. A good starting point is to select the largest loss where: your team has ideas on actions that they can take, minimal external resources are required, and actions can be taken straightaway. The characteristics of an effective ‘Pick’ meeting are:
Brief (typically 30 minutes or less)
Positive (high energy and action-oriented)
Focused (set agenda; finishes on time with specific actions selected)
Small (attended primarily by people who will implement actions)
Fix
This is the part that teams usually enjoy the most – taking action. It's important to maintain discipline to stay focused on the agreed loss, and to ensure that actions are completed before the next meeting. An excellent framework for monitoring the effectiveness of actions and making mid-course adjustments is Short Interval Control. Over time, introduce new tools to the team to increase the team's effectiveness in addressing and mitigating losses.
It is also important to celebrate success in order to reinforce the desired outcome (improved productivity). Reward success with recognition. For example, this can be as simple as free lunches for teams that generate notable improvements.
Benefits
In the short term, Top Losses harnesses the power of focus (fix one thing at a time) and prioritization (address the biggest losses first) to deliver fast improvements in productivity.
In the long term, Top Losses builds a foundation for accurately capturing loss information and instills the habit of basing actions on concrete information.
WE HELP PLANT TO IMPROVE PRODUCTIVITY AND REDUCE DOWNTIME
Install Vorne XL and Track your plant productivity real-time